







- 产品名称:出口型yw32-200吨封头拉伸液压机
- 推荐度:

YW28系列封头拉伸液压机主要适用于各类压力容器封头的冷、热成型压制,也可以用于各类厚、薄钢板的压鼓、折边、校平等工艺。机身采用计算机优化设计,液压控制采用插装阀集成系统,动作可靠,使用寿命长,液压冲击小,减小了连接管路与泄漏点。独立的电气控制系统,PLC控制,工作灵敏度可靠。采用按钮集中控制,具有调整、双手单次循环两种操作方式。通过移动操作面板选择,可实现定程、定压两种成型工艺,工作压力、行程可根据工艺需要在规定范围内可调。
出口型yw32-200吨封头拉伸液压机性能特点:
该机为四柱式结构,确保平稳精度高,适应于各种高精密压装于成型。滑块于工作台平行精度极高,确保合模时没有间隙。液压系统采用保压阀,保压精度高。控制系统采用数控。所有位移,压力,时间,补压均采用数字控制,精准方便且故障率低。所生产出产品合格率大大提高,且更加有效的提高了工作效率。
本机有定压成型,定程成型,定时成型等多种成型方式。压力显示可以直接显示吨位,行程显示精确度高。定程定压时均可数字控制,更加精确,大大降低了废品率。
本机系统工业电脑控制,采用闭环式控制,各种动作可以根据用户要求任意设置。适应于各种生产线并联,配合各种机械手与自动送料,真正实现数控全自动。动力系统为伺服控制,真正完成节能减排,自动化智能化等功能。
可按客户要求加工定制,如液压机的台面大小、行程长短、开口高低、工作压力、运行速度、自动上下料、自动/半自动等。量身打造优质液压机设备,满足客户生产工艺需求。

出口型yw32-200吨封头拉伸液压机技术参数直接致电联系我们,扫一扫微信,可快速获得


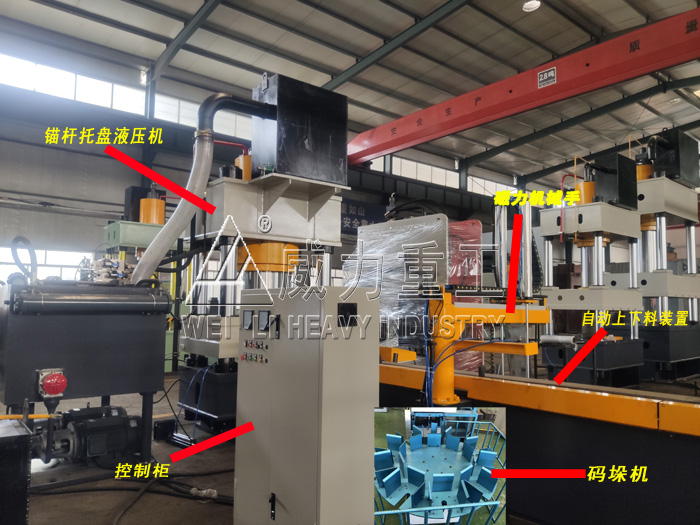
本文介绍了全自动出口型yw32-200吨封头拉伸液压机及生产线的用途、总体结构、封头拉伸工艺、控制系统与封头生产线的功能特点等。封头生产线实现了封头压制过程的进料、对中、涂油、压制、出料等全自动化,大化的提高了封头加工效率、质量和减轻了工人的劳动强度。
出口型yw32-200吨封头拉伸液压机,适用于金属板材的冷压弯曲、拉伸成形等工艺,是生产大型封头、拉伸圆筒、大型金属容器的专用设备。封头成形件如图1所示。
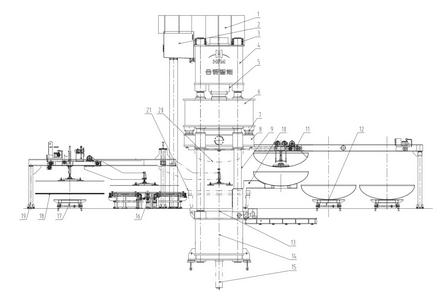
图1封头成形件
目前各种成套生产线的研发成为市场的主流,封头液压机生产线是合锻为适应市场需求而研制的。该设备专门用于封头件的自动成形工艺。该生产线的各项技术参数均已达到水平,远远超过国内同行业的技术水平。该生产线的研发成功,改变了我国目前落后的产品生产工艺,对我国的生产制造业具有极其重要的意义。
生产线的总体结构
封头拉伸液压机及生产线其外形图如图2所示。封头拉伸液压机机身采用四柱或预紧分体框架式结构。一般成形件的封头拉伸液压机采用四柱式,结构简单,经济实用,以四立柱为导向。精度要求较高的封头件采用预应力框架结构,以四角八面平面导轨导向,导向精度高,抗偏载能力强。
封头拉伸液压机及生产线主要由主机、拉伸缸、压边缸、上料装置、对中装置、顶出旋转装置、旋臂机构、下料装置、成品小车、坯料小车、液压系统、电气系统、润滑系统、冷却系统等部分组成。其中主机包括上横梁、下横梁、立柱、螺母、拉伸滑块、压边滑块、移动工作台等。其机身通过16个螺母、四根立柱连接成具有足够刚度和强度的封闭结构,拉杆采用液压预紧方式紧固,确保整机刚性。
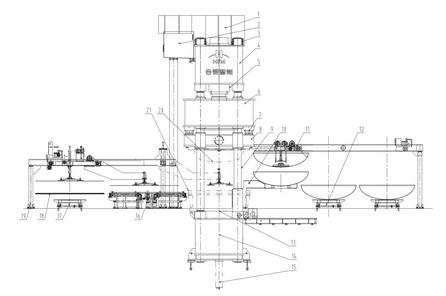
图2封头拉伸液压机外形图
1-保护装置2-主油箱3-螺母4-上横梁5-拉伸油缸6-拉伸滑块7-压边油缸8-压边滑块9-立柱10-旋转装置11-下料装置12-出料小车13-移动工作台14-下横梁15-顶出旋转装置16-对中装置17-送料小车18-坯料19-上料装置20-拉伸模具21-下模具
上横梁内装有主油缸组件,拉伸滑块和压边滑块安装于上下梁之间,拉伸滑块上平面与主油缸组件通过螺栓连接,拉伸滑块下平面安装拉伸模具连接筒,连接筒由快换油缸夹紧,压边缸安装在拉伸滑块内,下端通过法兰连接压边滑块,压边滑块内安装有快换模圈装置。下横梁内装有顶出旋转装置,用于工件拉伸完成后顶出和旋转涂油,在下横梁上平面装有移动工作台及其提升夹紧装置、定位装置、贴合检测装置。立柱与滑块的导向采用合金材料,硬度高,耐磨性好,导向精度高。
拉伸部分采用三缸结构,压边部分通常采用八缸结构。为了实现模具的快速换模,实现柔性生产,液压机设有移动工作台,移动工作台可实现前后移动。移动工作台其驱动方式为自移式,采用变频调速,实现其快速和慢速的转换。
上模快换装置及接筒由内承压筒,中承压筒,外承压筒,夹紧块和液压油缸等组成,通过更换不同的承压筒实现与压边圈不同的组合完成不同规格封头的压制。
上料装置:封头的坯料由送料小车码垛送至上料工位I,通过送料装置将封头的坯料从上料工位I送至上料工位Ⅱ,在该工位实现封头坯料定位后,又将封头坯料送至上料工位Ⅲ实现封头的压制。
定位装置:该装置的主传动齿轮、轴、丝杆、螺母、导向杆等封闭在机身内,在机身的中心安装主电机支架,机架的中部装有冷压封头坯料的自动定中心装置,通过它保证冷压封头坯料的自动定中心。
旋臂机构:通过变频调速电机加减速机和齿轮传动,将它的动力传入旋臂装置,使得该装置绕立柱转动,将成形后的冷压封头从液压机的中部送至液压机外侧。
下料装置:由旋臂机构送至液压机外侧的冷压封头经该装置中的取料机构取出,分别送至下料工位Ⅱ和下料工位Ⅲ,通过质量检测和码垛后由出料小车运出。
封头拉伸液压机液压系统的动力部分由上下三个油箱组成。上油箱布置于上梁后部或置于上梁顶部,为设备拉伸油缸和压边油缸提供动力油。下油箱1置于地面以下,为顶出旋转装置及提升夹紧缸部分提供动力油。下油箱2放置在上料机构上,为上料机构中的油缸提供动力油。
封头拉伸工艺
出口型yw32-200吨封头拉伸液压机拉伸工艺如图3所示,凸模固定于拉伸滑块上的上模快换装置及接筒上,模圈安装于压边滑块内,根据不同规格工件采用不同规格模圈,压边圈固定于模圈上,凹模固定于移动工作台上,顶出旋转装置固定于下横梁内。
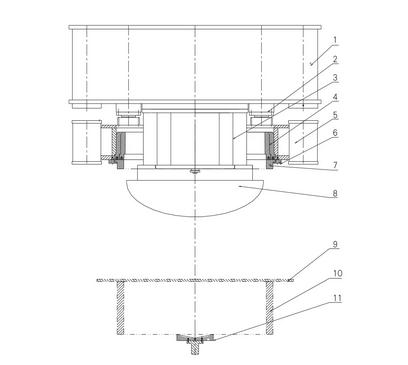
图3封头拉伸液压机拉伸工艺图示
1-拉伸滑块2-压边缸3-上模快换装置及接筒4-模圈5-压边滑块6-压边圈安装法兰7-压边圈8-凸模9-工件10-凹模11-顶出旋转装置
封头拉伸液压机拉伸运动流程图如图4所示,状态一为液压机初始位置,状态二为拉伸滑块和压边滑块在拉伸缸的驱动下一起快速接近工件,状态三为拉伸滑块不动,压边滑块下行压边圈压住工件,状态四为压边滑块不动(有压边力)拉伸滑块下行拉伸工件,状态五为拉伸滑块、压边滑块退回到位,顶起旋转装置顶起工件。其工艺流程为:液压机初始位置→拉伸滑块与压边滑块一起快降→压边滑块单独快降→压边滑块加压→拉伸滑块下行拉伸工件→保压延时及卸压→拉伸滑块压边滑块回程→顶起旋转装置顶起工件→(工件移走后)顶起旋转装置退回。顶起旋转装置顶出起始时间可由滑块的回程中设定的位置激发,以提高工作频次。
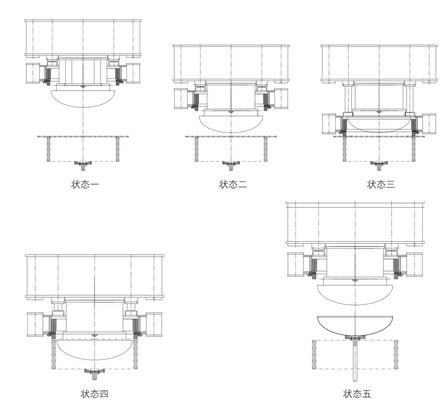
图4封头拉伸液压机拉伸流程图
控制系统
该线的液压系统设计,需要实现对拉伸滑块、压边滑块的压力进行独立控制,保证生产过程中拉伸滑块和压边滑块的压力可实时控制,互不干扰。该机的拉伸、压边、顶出分别设置了独立的液压控制回路,在各回路中设置了压力比例控制阀、压力传感器,通过压力传感器将压力信号转变为电信号传输给PLC,可实现数字显示和压力比例控制,以实现封头成形件的压边和拉伸、顶出等工艺。
为了保证液压系统的稳定性、可靠性、可维护性,液压系统中,在关键部位设有压力检测点。设有可拆卸的压力检测表,通过压力检测点可以快速的诊断液压机出现的故障和监测液压机的工作状态。
本生产线主机、上下模快换系统、上料系统、定位系统、下料系统等采用电动和液压伺服控制等技术,涉及位移传感器、压力传感器、压力继电器、电接点压力表、接近开关、光电开关、电磁阀、比例阀、编码器、油缸、液压马达、伺服电机、变频电机等元器件。采用PLC总线控制,通过彩色触摸屏进行各数据的显示和控制及预设置处理与存储,画面为人机交互式,可在屏幕上非常方便地预先对滑块、压力、时间参数进行数字预置,清晰的显示其行程、压力和时间参数;可以存储模具参数100套,操作简洁;可显示数十条压机工作信息,并采用故障检测、安全保护等一系列的自动化控制技术。


小型封头模具

拉伸液压机压制封头

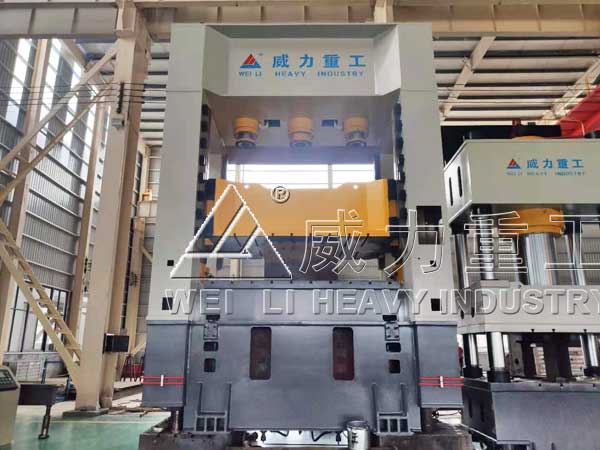
200吨出口型封头拉伸液压机

四柱式封头拉伸成型全自动液压机
目前公司开发出系列化的封头生产线,热压封头压机总公称力范围为2000kN~150000kN,冷压封头总公称力范围为6300kN~60000kN,其主机的开口高度、滑块行程、工作台面、拉伸压边力等可根据用户需求和压制工艺的需要来确定。公司自主研发的封头生产线实现了封头压制过程的进料、对中、涂油、压制、出料等全自动化,大化的提高了封头加工效率、质量和减轻了工人的劳动强度。其数控化的操作系统,在操作时只需要输入封头的相关参数就可实现设备的操作,大大的简化了设备的操作。同时通过进出料装置、模具快换装置和主机的数控化操作等一系列的配套,实现了重型封头液压机的全自动控制和操作,得到国内生产厂家的认可。
中大型封头拉伸液压机厂家e乐彩线路专业生产液压机、油压机、拉伸机、封头拉伸机、钢木门压花机、不锈钢压花机、粉末制品成型机等液压设备,可根据客户要求定做,成品区存有标准设备现货,公司拥有过硬的技术团队,资深工程师专业设计,3D三维效果图模拟,可提供技术支持及技术咨询,欢迎新老客户及海外有人前来洽谈、考察。


技术质量保证标准:
全自动金属/陶瓷/耐火材料粉末压型四柱液压机的设计制造及安全技术条件等应符合国家现行有关行业的标准:
GB/T5226.1—2008工业机械电气设备通用技术条件
JB/T7343—2010单双动薄板冲压液压机
JB3818—84液压机技术条件
JB9967—1999液压机噪音限值
JB3915—85液压机安全技术条件
ZBJ62025—1999锻压机械焊接技术条件
【买家使用安全须知:】
【保养及维护】
1.工作用油推荐采用32号、46号抗磨液压油,使用油温在15~60摄氏度范围内。
2.油液进行严格过滤后才允许加入油箱。
3.工作油液每一年更换一次,其中次更换时间不应超过三个月;
4.滑块应经常注润滑油,立柱外表露面应经常保持清洁,每次工作前应先喷注机油。
5.在公称压力500T下集中载荷大允许偏心40mm。偏心过大易使立柱拉伤或出现其它不良现象。
6.每半年校正检查一次压力表;
7.机器较长期停用,应将各加部位表面擦洗干净并涂以防锈油。
【安全操作事项】
1.不了解机器结构性能或操作程序者不应擅自开动机器;
2.机器在工作过程中,不应进行检修和调整模具;
3.当机器发现严重漏油或其它异常(如动作不可靠、噪声大、振动等)时应停车分析原因,设法排除,不得带病投入生产:
4.不得超载或超过大偏心距使用:
5.严禁超过滑块的大行程,模具闭合高度小不得小于600mm。
6.电气设备接地必须牢固可靠:
7.每天工作结束:将滑块放至下位置。
【全自动封头拉伸液压机售后服务】:
自本厂出售产品因质量问题均享受质保一年,(人为操作或外力造成损伤、破坏不在保修范围内)一年免费维修,终身成本维修。电器部分保修期六个月,机械部分保壹年。附件不在保修范围内。
上一篇:上一篇:环卫玻璃钢/塑料/不锈钢垃圾桶拉伸液压机
下一篇:下一篇:框架拉伸液压机800t1000吨2000吨4000汽车配件拉伸机
相关产品: