






- 产品名称:1600吨万向节十字轴锻造液液压机(多向模锻成型)
- 推荐度:

多向锻造液压机视频展示:
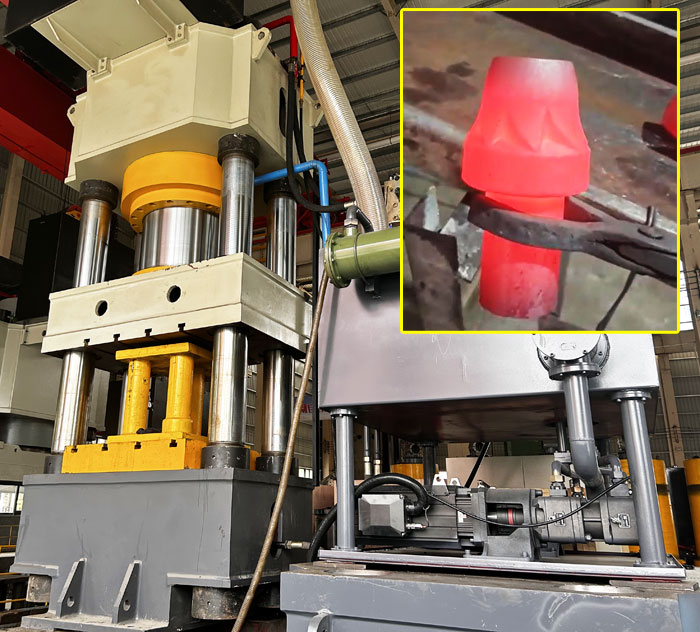
万向节十字轴又称十字节,即万向接头,是十字轴式刚性万向节关键件之一,选用优质合金钢锻造而成。根据十字轴的尺寸,选用不同吨位结构的多向锻造液压机,常用有1000吨、1200吨、1600吨、2000吨等,有四柱式、框架式两种结构供选择。通常选用1600吨框架式多向锻造液压机,配合模具,三向加压而成,锻造速度快、精度高。
万向节十字轴又称十字节,即万向接头,是十字轴式刚性万向节关键件之一,选用优质合金钢锻造而成。根据十字轴的尺寸,选用不同吨位结构的多向锻造液压机,常用有1000吨、1200吨、1600吨、2000吨等,有四柱式、框架式两种结构供选择。通常选用1600吨框架式多向锻造液压机,配合模具,三向加压而成,锻造速度快、精度高。

万向节十字轴锻造模具,包括下凹模、上凹模,下凹模上设有凹锁扣,上凹模上设有凸锁扣,上凹模通过凸锁扣、凹锁扣相互对应与下凹模进行合模,所述下凹模、上凹模上均设有开模槽,下凹模、上凹模内均设有排气槽,下凹模、上凹模内均设有多个模腔,模腔通过排气槽与开模槽相连。
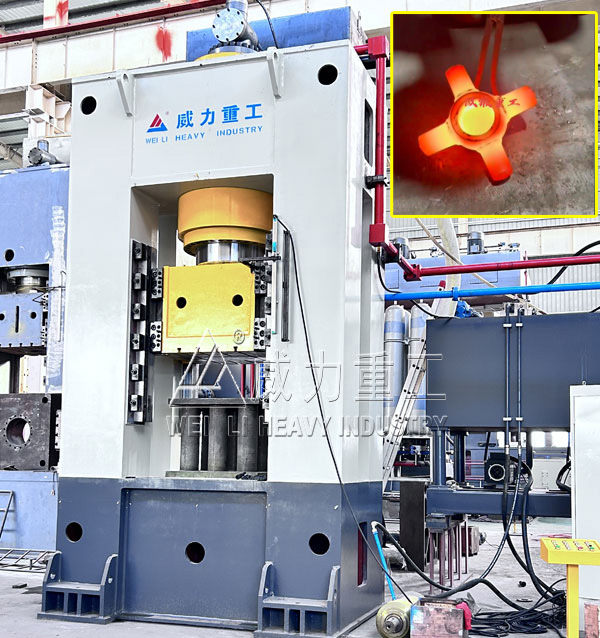
万向节十字轴工艺步骤:
1)下料:原材料采用磨光钢,控制原材料直径,采用锯料工艺;
2)加热:通过中频炉加热;
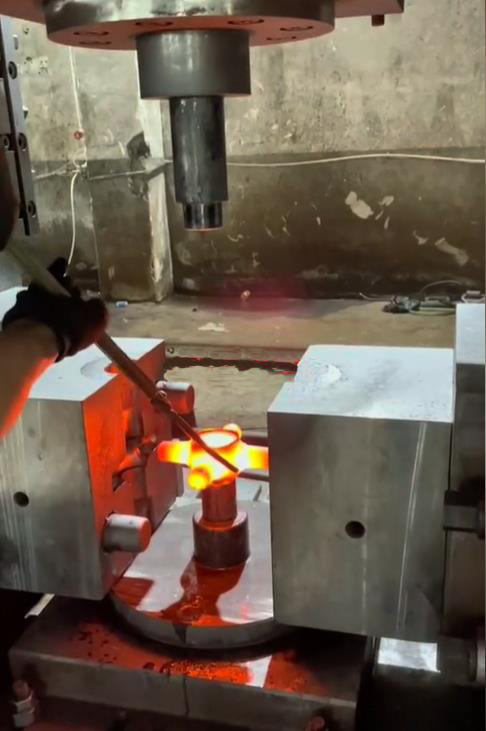
3)镦粗:锻造采用1600吨万向节十字轴锻造液压机三工位加工,第一工位镦粗,去掉因加热而产生的氧化皮;
4)预锻:第二工位锻件模具预锻成型;
5)精锻:第三工位锻件精锻成型,精锻模具采用封闭锻造工艺,无飞边锻造,在精锻模具中设计通气孔;
6)正火:锻件锻好后直接进入余温正火步骤,采用连线方式,采用余温正火工艺。
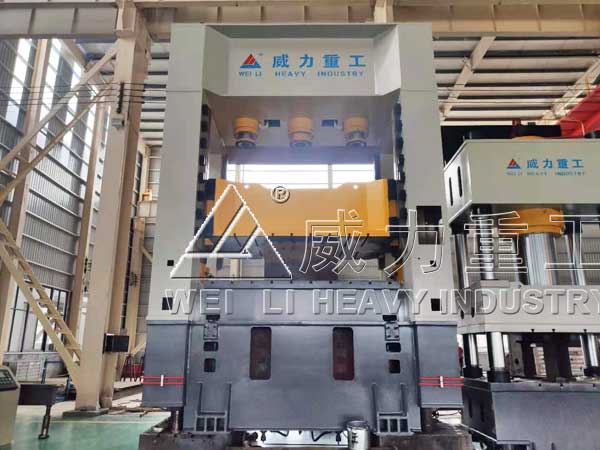
1600吨万向节十字轴锻造液压机(多向挤压成型)的机身采用四柱整体框架或组合框架结构,均为全钢板焊接;四角八面直角导轨导向、精度高,刚性好,并采用液压预紧。液压系统采用二通插装集成阀;整个系统工作稳定、可靠、使用寿命长、泄露少、故障点少。电器系统采用“PLC”可编程控制器控制,并可根据用户要求配置比例调压、行程数显、光电保护装置及移动工作台(方便更换模具)。可实现定压、定程两种工艺,具备保压延时功能,延时时间可调。工作压力行程可在规定范围内按工艺要求调节,操作简便。采用按钮集中控制,具有调整、手动及半自动三种操作方式。

1600吨万向节十字轴锻造液压机的性能特点:
1、液压控制采用插装阀集成系统,压力可调,流量摆动,动作可靠,使用寿命长,增加了贯穿点和泄漏点。
2、滑块的强制压力、空载快速下降和慢速工作的行程范围可根据工艺要求进行控制和调整。
3、自动电气控制系统可靠。
4、采用按钮集中控制,具有点动和半主动控制系统。
5、通过过程控制和装配控制,可完成定行程和恒压两种成形过程,并具有保持轧制时间的功能。
6、1600吨万向节十字轴锻造液压机(多向挤压成型)采用预应力组合框架结构,设备结构稳定可靠,使用寿命长;四柱结构操作简单,快捷。
7、滑块导向装置采用16面可调导轨结构,导向精度高,抗偏心负载能力强。
8、引入快锻液压机原理,配置高频比例插装阀和快卸系统,可实现高锻造频率,大幅提高客户生产效率。
9、1600吨万向节十字轴锻造液压机(多向挤压成型)采用特殊的多级卸压技术,可快速卸压,消除大流量下的卸压冲击,为快速锻造提供技术支持。
10、可配备锻造机械手、上下料机、加热炉、送料小车、旋转料台、砧座等配套流水线生产设备。
11、1600吨万向节十字轴锻造液压机(多向挤压成型)的主控制系统采用PLC可编程控制电器,各种按钮和控制手柄安装在主控制柜上。1600吨万向节十字轴锻造液压机(多向挤压成型)的操作系统分别采用手动和半自动操作,主控制柜放置在地板上,便于操作和观察。

1600吨万向节十字轴锻造液压机的系统配置:
1600吨万向节十字轴锻造液压机(多向挤压成型)的电气系统采用伺服系统及PLC进行控制,其它主要电气元件采用国内外名优产品,。
1、1600吨锻造液压机供电要求 380Ⅴ/50HZ三相四线制,控制电路要求 220V/50HZ,并在电气柜中配有漏电保护器。阀控电压:DC24Ⅴ。
2、1600吨万向节十字轴锻造液压机(多向挤压成型)主操作面板设在PLC可移动控制柜上,活动按钮站上设有 “ 双手下行”按钮两个、“ 急停”按钮一个、“ 静止”按钮一个、“ 回程”按钮。可在触摸屏上选择前双手、后双手或者前后双手同时工作。
3、电柜内设置照明灯及换气通风设施。
4、电气控制柜要求设计美观,密封性好。
5、1600吨万向节十字轴锻造液压机(多向挤压成型)整机具有完各的各种电气线路保护功能。
6、电气配带油温报警。
7、液压机油箱为下置式,油箱布置在机器右侧。
8、1600吨万向节十字轴锻造液压机(多向挤压成型)主油路采用先进的锥阀集成系统,具有结构简单,通流量大,抗污染能力强,性能可靠,响应快,控制方式灵活等优点。液压管路系统密封可靠,不渗不漏;管路连接方式优先采用法兰连接,管路布置整齐,并采用抗震管夹和耐震力夹,管路及油箱内部均需进行良好的除锈保洁处理。插装阀采用国内品牌,确保系统使用寿命长,性能可靠。

锻造液压机的安全操作流程:
使用前“三查”
1、使用1600吨万向节十字轴锻造液压机(多向挤压成型)前,按照润滑图表的规定加注润滑油,检查油量、油路是否畅通,油质是否良好。
2、检查高压泵、压力表、各种阀等是否正常。
3、检查1600吨万向节十字轴锻造液压机(多向挤压成型)各紧固件是否牢靠、限位装置及安全防护装置是否完整、可靠。
使用过程中:
1、工具、压板、螺杆、螺帽、垫块要轻拿轻放,用后要放在架子上摆放好。
2、1600吨万向节十字轴锻造液压机(多向挤压成型)作空行程试运转,检查各按钮、开关、阀门、限位装置等是否灵活可靠;确认液压系统压力正常、工作横梁运动灵活后,方可工作。
3、1600吨万向节十字轴锻造液压机(多向挤压成型)进行压制工作时,安装模具必须规范,模具必须放在垫板中心位置,禁止偏心使用每班开机前,试压后,应检查一次模具是否有裂损。
4、压板压好后再检查一次,压机的闭合高度要控制在能调节的范围内,压机的压力要由小到大调节,首件必须要点动作业。
5、1600吨万向节十字轴锻造液压机(多向挤压成型)运转中,严禁进入模腔内修理模具,进出产品要严格注意安全用安全器先把产品往边上移,等确认安全后再用手拿。
6、工作完毕,应将压制品、工具、模具整理好并放到指定地方。

使用后:
1、各操控手柄(开关)置于空档(零位)。
2、检查、清扫、整理工作面及工作区域。
3、清洗油泵和过滤网。
4、擦洗、检查、疏通油路,实现润滑良好,并消除漏油。
5、检查拧紧上下缸盖、电机座和锤身地脚螺丝,保证紧固牢靠。
上一篇:上一篇:2000吨多向锻造框架液压机(模锻)
下一篇:下一篇:1200吨四柱锻造液压机(截齿热挤压成型机)
相关产品: