






- 产品名称:1200吨四柱锻造液压机(截齿热挤压成型机)
- 推荐度:

视频展示:
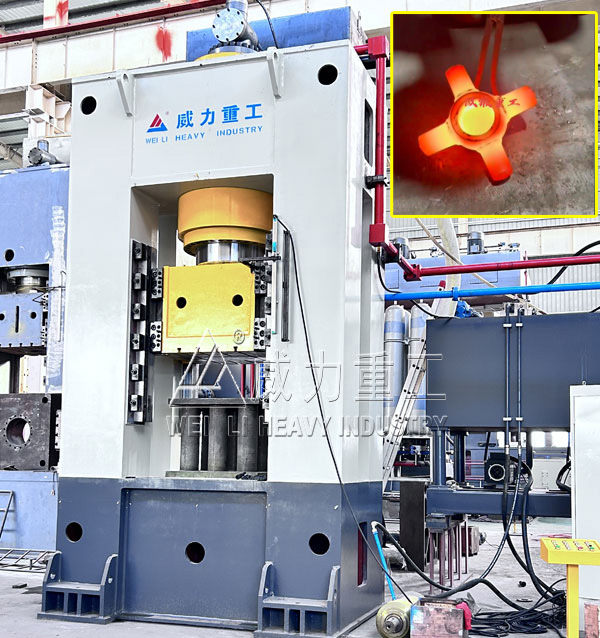
矿用截齿、掘进机截齿、旋挖机截齿等都是截齿的一种,是一种破岩落煤刀具,主要用来于截割煤岩,属于易损件。为提高截齿的使用寿命,目前,截齿一般是采用液压机温挤压压制合金钢而成,经过后序热处理及精加工工艺。热挤压成型矿用截齿液压机设备常用有500吨、630吨、800吨、1000吨、1200吨等。山东威力重工可根据客户的工艺需求设计定做,如有需要,欢迎致电咨询。

矿用截齿、掘进机截齿、旋挖机截齿等都是截齿的一种,是一种破岩落煤刀具,主要用来于截割煤岩,属于易损件。为提高截齿的使用寿命,目前,截齿一般是采用液压机温挤压压制合金钢而成,经过后序热处理及精加工工艺。热挤压成型矿用截齿液压机设备常用有500吨、630吨、800吨、1000吨、1200吨等。山东威力重工可根据客户的工艺需求设计定做,如有需要,欢迎致电咨询。
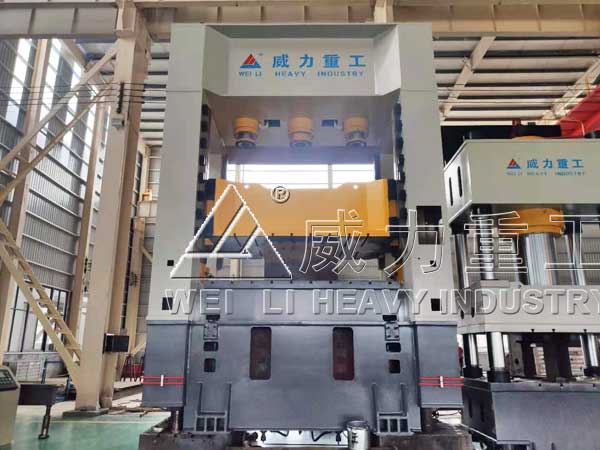
文中介绍的是公司设计生产的一款1200吨四柱锻造液压机专门用于矿用截齿温挤压成型,也称为1200吨矿用截齿热挤压成型液压机,是一款多功能型三梁四柱液压机,采用上缸下压式结构,工件在模腔内稳定可靠,换模及收放料方便;压力稳定速度快,可大大提高生产效率。电器系统采用PLC控制,动作稳定,使用方便可靠,可实现单泵压制、双泵冷(热)挤压。
主要特点:
1、1200吨四柱锻造液压机(截齿热挤压成型机)机身采用有限元件结构分析和优化设计,结构合理。
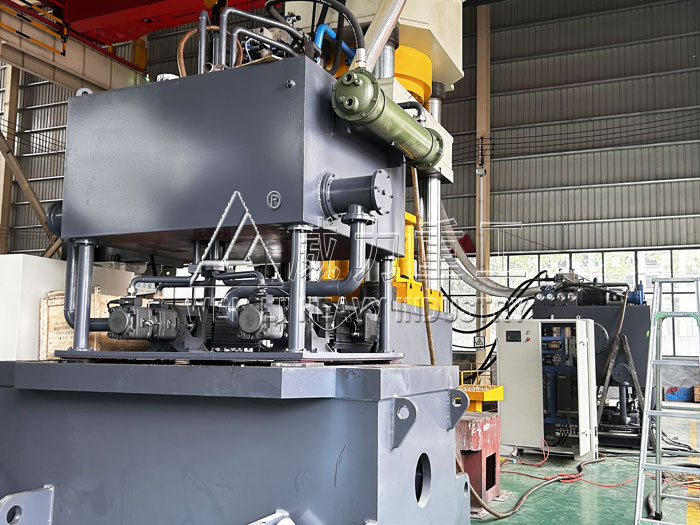
2、液压系统采用集成式插装阀控制,动作灵敏,可靠,无渗漏。
3、触摸屏控制的电气系统,性能安全可靠,位置及吨位控制精度高。
4、PLC触摸屏控制的电气系统,性能安全可靠,位置及吨位控制精度高。
5、1200吨四柱锻造液压机(截齿热挤压成型机)设有液压安全回路和滑块上死点锁紧机构,安全性能好。
6、设备安装有可靠的冷却循环系统,能够稳定地控制温升,保证系统安全可靠的运行
7、新型油缸密封元件,可靠性高,寿命长。

截齿温挤压成型工艺流程:
1、选取42cr2mo为加工截齿的原材料;
2、将步骤一中的原材料通过剪切机进行下料和截料,制得棒材;
3、抛丸涂层,抛丸后石墨涂层防氧化、防脱碳;
4、将步骤二中的棒材放置于中频感应加热炉中进行加热至1050℃~1100℃;
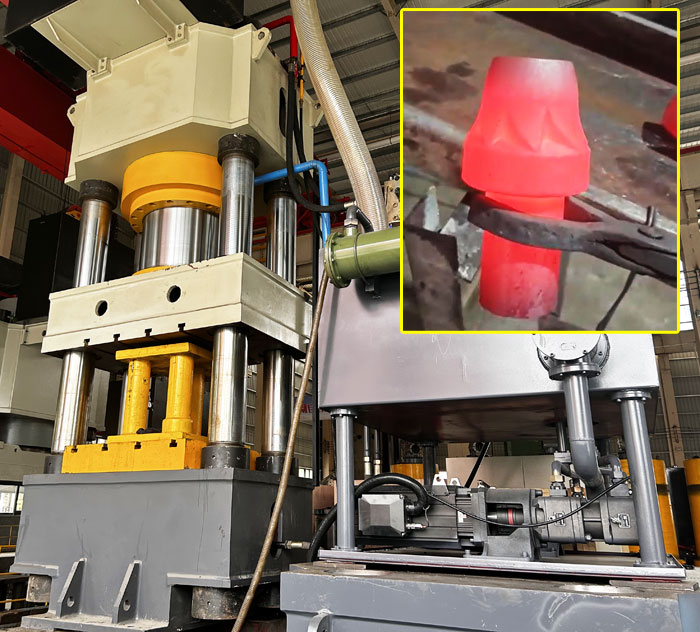
5、将步骤四中的棒材通过模具制成初坯,形成截齿头初坯和截齿柄初坯;
6、将初坯放置成型模中,通过1200吨四柱锻造液压机(截齿热挤压成型机)制成截齿锻坯;
7、退火处理,将截齿锻坯加热至740℃~780℃,保温3~5小时,随炉冷却至300℃~350℃出炉,放置空气冷却;
8、将冷却的截齿尺寸与图纸对比,利用精整模具对截齿进行精整挤压后截取长度,使产品达到图纸要求。

1200吨四柱锻造液压机的组成结构:
1)机身
1200吨四柱锻造液压机(截齿热挤压成型机)机身为三梁四柱四螺母结构,便于压机的预紧及精度调整;三大梁(上横梁、滑块、底座)采用45优质钢板加工而成。滑块与主缸活塞用法兰连接,滑块依靠四根立柱导向作上下运动,四立柱导套为边界稀油自动润滑,改善摩擦机理,减小摩擦阻力,避免立柱划痕及拉伤。1200吨四柱锻造液压机(截齿热挤压成型机)机身由上梁、滑块、工作台、立柱、锁母等组成;主油缸及液压站布置在上梁上。
2)电气系统
整个电气系统分动力部分和控制部分。
3)动力部分
1200吨四柱锻造液压机(截齿热挤压成型机)采用三相五线制交流380V电源,电气系统由动力电路和控制电路组成,动力电路为380V、50HZ三相。控制部分电路24V、50HZ。阀制电压24V,在电气柜中配有漏电保护器。由自动空气开关、断路器、热继电器、交流接触器和驱动油泵用的三相鼠笼型感应电动机所组成。
4)控制部分
电气柜采用冷轧钢板制作,静电喷塑。面板上安装有各种控制按钮及功能转换开关、各电机启停按钮等。电气柜制作严格遵守GB5226国标。1200吨四柱锻造液压机(截齿热挤压成型机)的电气控制采用PLC可编程序控制器为主控单元,电气系统有独立的控制柜。电气操纵箱放在设备前面,位置由买方确认。
5、操作方式设置:调整(点动)、双手动单次回圈两种方式可切换。
6、1200吨四柱锻造液压机(截齿热挤压成型机)的动作要求按用户提供的电气动作要求完成。

1200吨四柱锻造液压机(截齿热挤压成型机)日常检查:
一、班前保养
(1)检查油池、油位、油标是否符合规定标准,若不符合应及时补油。
(2)检查按钮是否灵活,有无卡阻。
(3)检查电机接地线是否松动、脱落或损坏。若有松动应紧固,脱落或损坏应通知维修人员处理。
(4)检查安全防护装置是否完整可靠。
(5)检查各手柄是否灵活。
(6)紧固松动的各部位螺母。
二、班中保养:
(1)启动液压泵,检查1200吨四柱锻造液压机(截齿热挤压成型机)液压泵作用是否良好,各密封部位和管路有无堵塞和泄漏。
(2)检查限位开关作用是否良好,碰块定位是否正常。
(3)要随时注意各运转部件温升和音响是否正常。
三、班后保养:
(1)检查、清扫各活动部位。
(2)各操控手柄(开关)置于空档(零位)。
(3)检查、清扫、整理工作面及工作区域。

四、润滑系统:
(1)清洗油泵和过滤网。
(2)擦洗、检查、疏通油路,实现润滑良好,并消除漏油。
五、操纵系统:
(1)擦洗各连接处并及时加油润滑,实现操纵灵活。
(2)检查拧紧上下缸盖、电机座和锤身地脚螺丝,保证紧固牢靠。
1200吨四柱锻造液压机(截齿热挤压成型机)的液压系统稳定工作后,除随时观察油温、压力、声音等情况外,还应注意观察液压缸、液压马达、换向阀、溢流阀等的工作情况以及整个系统的漏油和振动情况等。分配阀的工作压力,如果超过或低于规定值时,应及时调整。

上一篇:上一篇:1600吨万向节十字轴锻造液液压机(多向模锻成型)
下一篇:下一篇:1000吨多向锻造液压机(挖机斗齿、三通管件)
相关产品: