







- 产品名称:热压电梯配重块液压机_金属配重块热压成型机
- 推荐度:

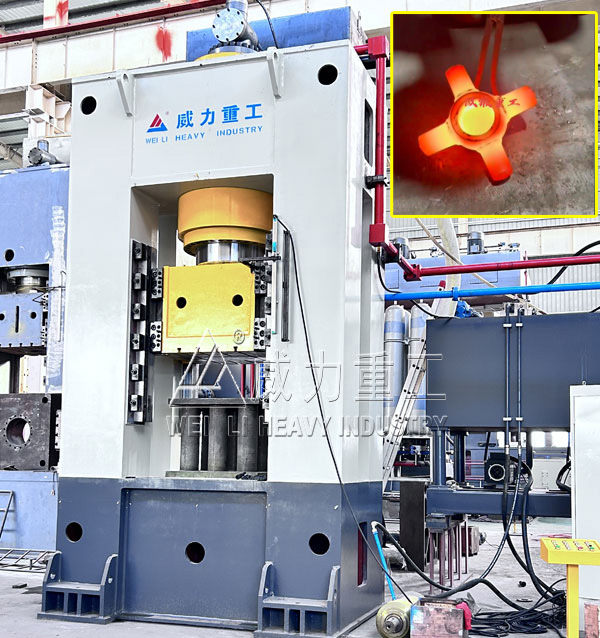
配重块是用于增加自身重量来保持平衡的重物。电梯配重块主要是将熟铁屑、钢屑、海棉铁、氧化铁等金属破碎后,预热烘干,通过模具与配重块热压成型液压机的配重作用下一次热压成型。比传统铸造、钢板切割、模型浇筑等工艺生产密实度更高,更加环保节能高效。配重块热压成型工艺属固废循环再利用,国家提倡推广。促进了金属配重块热压成型液压机的快速发展。。根据e乐彩线路的设计生产经验看,电梯配重块热压成型机根据配重块的质量与形状,常用1500吨、2000吨、2500吨、3000吨、3500吨、3600吨、4000吨、5000吨四柱液压机来生产。具体需要多大机器设备,公司会根据需要量身设计定做。采购定做热压电梯配重块液压机_金属配重块热压成型机设备,欢迎来公司与技术面谈,或电话咨询张经理:18306370898(可加微信)
3600吨电梯配重块热压成型液压机
组成结构特点:
1、热压电梯配重块液压机_金属配重块热压成型机机架部上下横梁,立柱组成。
2、上下横梁全部由铸45#整体钢件制作而成,上下横梁用四根立柱由内外螺母连接,承受工作时的张力。
3、主液压缸杜绝铸钢件,除安全隐患。
4、确保热压电梯配重块液压机_金属配重块热压成型机的使用寿命及使用安全性。配套模框及模具、压头等经专业设计配合优越加工能力是设备品质有保障。
5、模具及热压电梯配重块液压机_金属配重块热压成型机的冲头都配以可快速更换的高强度耐磨钢,冲头的前端装有便于拆卸安装的耐磨冲头压料圈,这样就能延长其使用寿命。
6、相关部件在必要的部位都经过特殊的硬化或锻造。
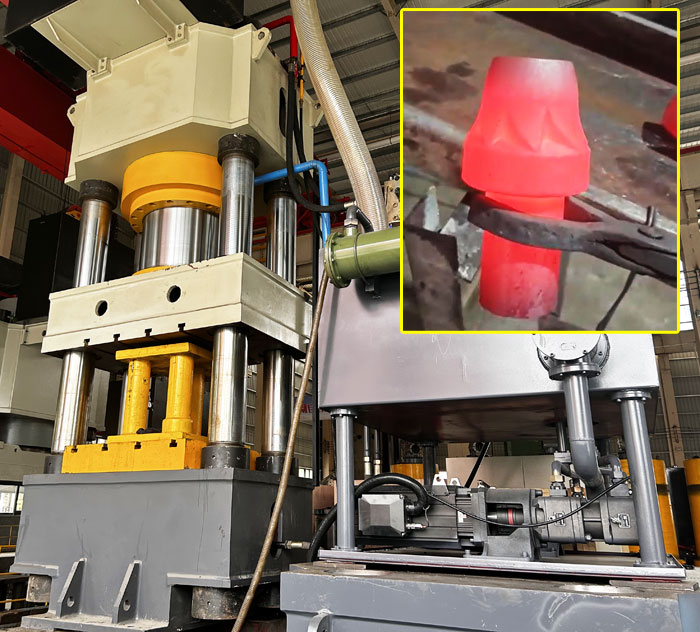
7、三热压电梯配重块液压机_金属配重块热压成型机梁四柱式结构,配置为伺服数控系统,其优势是节能省电、噪音低、体积小。
8、速度可调、行程可调、压力可调。
9、热压电梯配重块液压机_金属配重块热压成型机工作运行平稳,独立的操作平台,大屏幕液晶显示触摸屏,人机界面清晰人性化,智能化,操作简单方便
10、电器系统设有独立的电气控制箱,集中控制整个机器的运转。设备配有光电保护装置和急停按钮,确保作业时人员和设备的安全。
11、热压电梯配重块液压机_金属配重块热压成型机采用PLC编程系统实现自动和半自动两种操作方式自由切换,方便设备维护;可任意调节设备运转速度和主缸压力;满足生产时定程、定压的工艺要求。

3600吨热压电梯配重块液压机
主要机械部件、机构:
1.1 热压电梯配重块液压机_金属配重块热压成型机机身采用三梁四柱式结构,上梁、工作台通过立柱和紧固螺母、调整螺母结合成一个固定机架,机架精度靠调节螺母调整,具有良好的强度、刚度和精度保持性。
1.2 上梁、工作台、滑块等大件为钢板焊接件,经计算机优化设计,其强度、刚性、结构、防变形性等均满足标准和使用要求,且有充裕的安全系数;采用二氧化碳气体保护焊加手工电弧焊焊接,焊接质量达到要求,通过时效震动处理消除变形应力。
1.3 滑块:箱形结构的钢板焊接件,四柱导向孔处导向套材料为纳米分子复合材料,具有良好的耐麽性和精度保持性。滑块下平面有T形槽用于安装模具。
1.4 上梁:箱形结构的钢板焊接件,内装有主工作油缸,上面装有充液油箱等。
1.5 工作台:钢板焊接结构件,与上梁、滑块通过立柱连成主机。
1.6 油缸:采用单缸设计,布置在上横梁孔内,采用双道进口密封圈密封,导向部分采用焊铜处理,密封好耐磨性强,油缸体的材料为45号锻钢,锻件为3级(GB/-1991)锻件经过超声波探伤检测合格,调质处理硬度合格。
1.7 工作台下方有顶出装置,主要用于顶出、退料等工艺,也可用于反拉伸制件的成型工艺。
1.8 立柱:材料为45#锻钢,经调质处理,表面镀硬铬,增加耐磨性能,硬度合格。
1.9 螺母材料为45#锻钢,与立柱上的螺纹相配,锁紧机身。
1.10 限位装置:位于热压电梯配重块液压机_金属配重块热压成型机主机机身右侧,行程开关控制上下极限位置,调节上下限位开关即调节滑块上下运动位置。

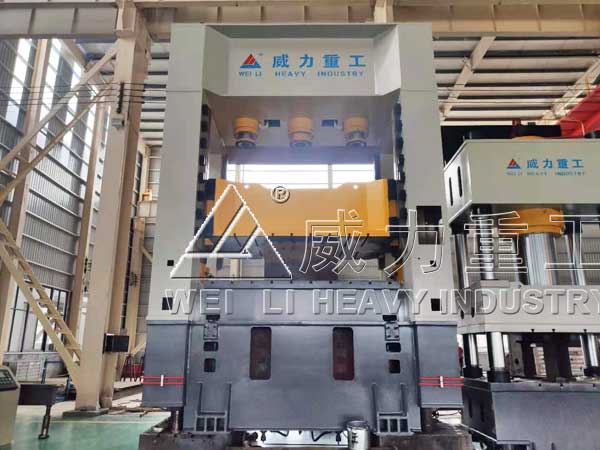
3600吨电推配重块液压机使用现场
热压电梯配重块液压机_金属配重块热压成型机组成包括:底座,立柱,液压杆,液压模板和固定模具,所述底座上端四角处设置立柱,所述立柱上连接水平设置的顶板,所述顶板中心位置设置一液压泵,所述顶板中心位置设置底部连接一液压杆。本发明的有益效果:本装置在底座上设置有固定模具,固定模具上设置有卡接柱,卡接柱卡接螺杆,螺杆与固定螺栓配合对移动模具固定,固定模具与移动模具形成模具槽,通过液压模板对金属材料进行按压成型,在成型后便于脱模,使用便捷,在固定模具与移动模具的一侧均设置有风道,风道内设置散热片,可加快热量的交换,让热金属成型后快速冷却,提高生产效率。
热压电梯配重块液压机_金属配重块热压成型机工作原理:是油泵把液压油输送到集成插装阀块,通过各个单向阀和溢流阀把液压油分配到油缸的上腔或者下腔,在高压油的作用下,使油缸进行运动,金属屑热压成型机是利用液体来传递压力的设备。液体在密闭的容器中传递压力时是遵循帕斯卡定律。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满足执行机构运动速度的要求,选用一个油泵或多个油泵。低压用齿轮泵;中压用叶片泵;高压用柱塞泵。
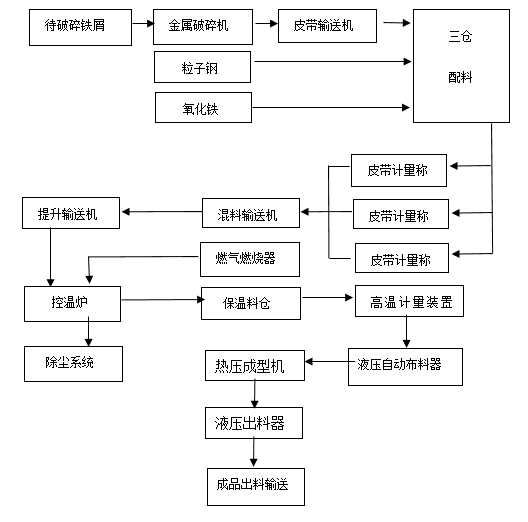
电梯配重块热压成型工艺流程:
电梯配重块生产工艺,将熟铁屑、钢屑、海棉铁、氧化铁等金属通过特制的强制型金属破碎机进行破碎后和生铁屑、钢渣粒子钢、炉渣粉通过科学的配方后送入热控炉(回转窑)进行预热烘干,加温至600℃-1000℃进行脱氧、脱杂、至预溶状态下进入特制的高温计量装置进行称重计量后(精度可达到±0。5kg),将物料送入液压布料系统均匀布料值大吨位的热压系统的定制模具内,通过大吨位热压电梯配重块液压机_金属配重块热压成型油压机进行热压成型为电梯配重块,制作完成的配重块形状及厚度均可按照预定要求进行设计,单位体积密度达到6。5以上,此工艺可以完全替代传统的电梯配重块的生产工艺,比如铸造、钢板切割、模型浇筑等。

电梯配重块热压成型特点:
1、主要设备:
金属破碎机、皮带输送机、控温炉、高温储料仓、高温计量装置、液压自动布料器、热压电梯配重块液压机_金属配重块热压成型机、配重块定制模具、液压出料装置、自动化控制系统、高温尾气冷却装置、除尘器及附属设备。
2、成品特性:
配重块形状及厚度均可按照预定要求进行设计,单位体积密度达到6。5以上,此工艺可以完全替代传统的电梯配重块的生产工艺,比如铸造、钢板切割、模型浇筑等。
3、 原料来源广泛
采用原料有:生铁屑、熟铁屑、粒子钢、铁精粉等均可作为配重块生产的原材料。
4、电梯配重块成型质量可控
电梯配重块成型质量可控分为形状可控及重量可控,成型形状主要由定制模具决定,可根据客户要求进行定制设计,采用超耐磨耐高温材质制作,热膨胀系数小,成品质量稳定,表面光洁度高,经久耐用;单块重量控制经过专门的耐高温计量装置控制,专门针对此种工况设计,针对性强,匹配度高。单块重量控制在±0。5kg内。
5、配重块应用领域:
钻井机配重块、挖掘机配重块、造船厂用配重块、实验工厂用砝码、电梯对重块、电梯配重块、起重机配重块、打桩机配重块、叉车配重块、叉车配重块、吊车配重块、货柜箱试验配重块、升降机配重块、电器配重块、工程机械配重块。

3000吨四两四柱式电梯配重块液压机
由于热压电梯配重块液压机_金属配重块热压成型机的吨位较大在运输重,都是拆装运输到达客户现场后进行安装,具体的安装说明:
(1)、热压电梯配重块液压机_金属配重块热压成型机机座安装要保证两机座的坐标位置,相对标高和纵、横向水平度应达到安装规范的要求。
(2)、大型热压电梯配重块液压机_金属配重块热压成型机的上、下横梁和活动横梁,因其重量和外形尺寸都很大,难于整体制造(焊接结构除外),常被分成几块制造,用大型螺栓热装拼成整体。螺栓受热伸长后,按要求再将螺母旋紧一个角度。对多根螺栓要做到热装顺序合理并达到相同紧度。
(3)、下横梁吊装就位后,用专用吊具直立吊起立柱并穿入下横梁的孔中,用紧固立柱的下横梁上、下螺母调整下横梁的水平度和标高。用框架式水平仪或挂线锤方法测量立柱的垂直度。同时调整立柱间的对角线。
(4)、吊起活动横梁,从立柱顶端套入,导套的偏心面应对准活动横梁的对角线;有球面导套者,球面应接触均匀。
(5)、热压电梯配重块液压机_金属配重块热压成型机安装主柱塞和工作缸时,应达到柱塞端面与活动横梁上平面接触严密;如为铰接者,其球面支承座与横梁的接触应良好。
(6)、立柱上端预先旋入螺母,吊起上横梁从立柱端套入并放于螺母上,借助螺母调整上横梁的水平度和标高。立柱螺母端面与上、下横梁平面应接触良好,必要时用着色刮研法消除接触缺陷。
(7)、热压电梯配重块液压机_金属配重块热压成型机的立柱预紧,通常采用加热预紧和超压预紧两种方法。采用加热预紧时,其加热温度和螺母的旋转角度应通过计算得出;采用超压预紧时,其压力应为液压机额定压力的1.25倍。
上一篇:上一篇:1000吨汽车锻件成型液压机_1000T长轴热模锻液压机
下一篇:下一篇:2000吨挖掘机履带板锻造液压机-履带板锻造设备
相关产品: