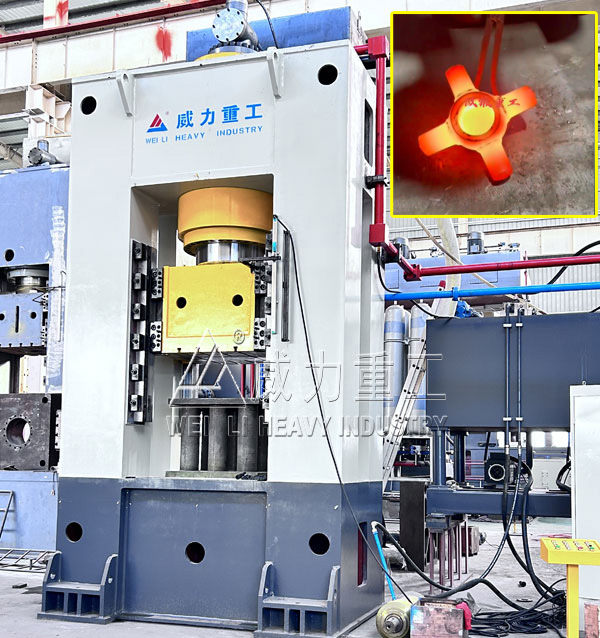







- 产品名称:800吨框架三向锻造液压机(轴套多向模锻机)
- 推荐度:

视频展示:
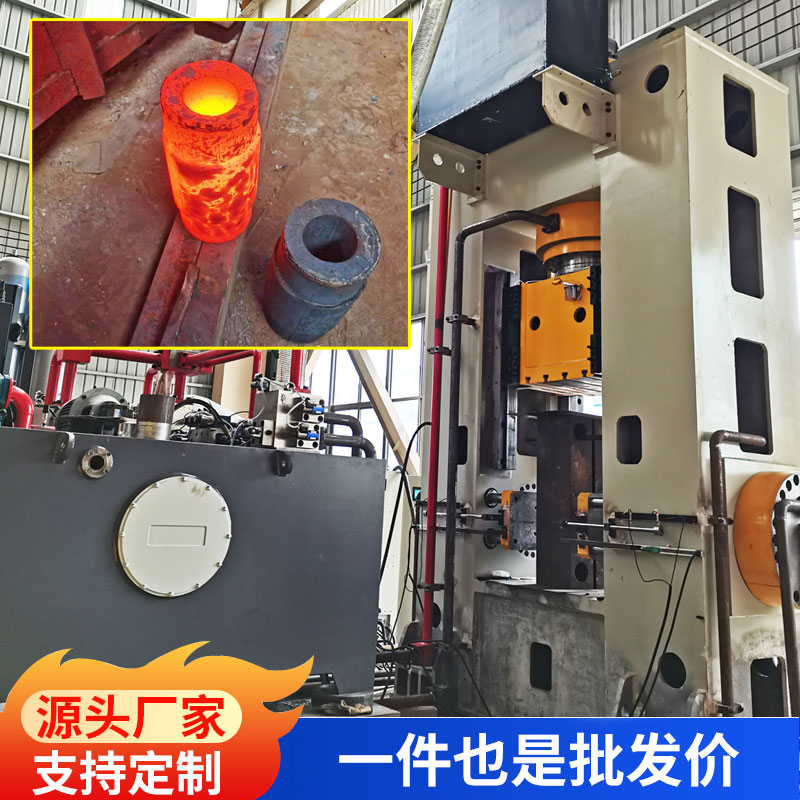
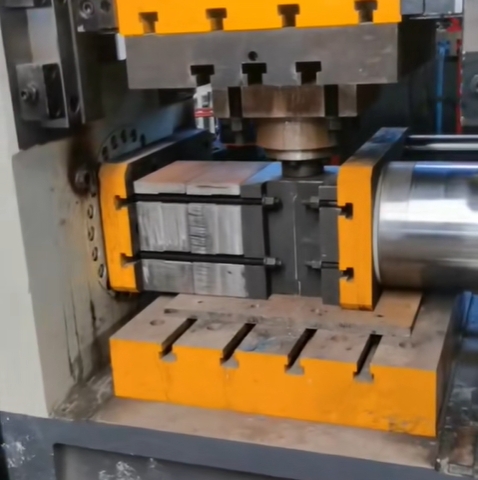
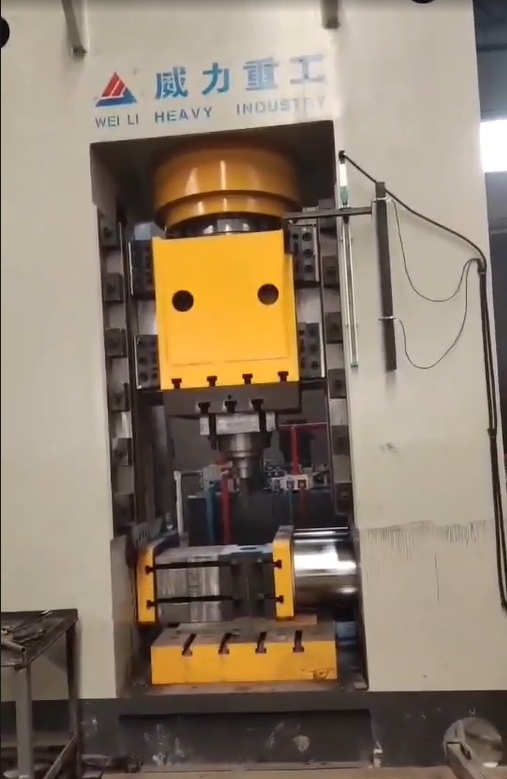
挖掘机履带链轨轴套一次无飞边锻造成型,选用就是这款800吨框架式多向锻造液压机,机器主缸800吨,两个侧缸均为500吨,机身为整体钢板框架式结构,也称为800吨三向锻造液压机,也称为800吨三向模锻液压机,采用三向挤压工艺,主要针对的是金属管类成形。800吨三向锻造液压机是在普通模锻设备的基础上进行重新设计,可以实现从三个方向同时施加挤压力,通过更换不同的模具和工装,对所有类型的管件均可一次性模锻成形,能够实现弯通、三通、四通、变径等所有管件接头的一体成形,使用三向模锻工艺即可完全替代管件生产的传统工艺。

挖掘机履带链轨轴套三向模锻生产工艺如下:
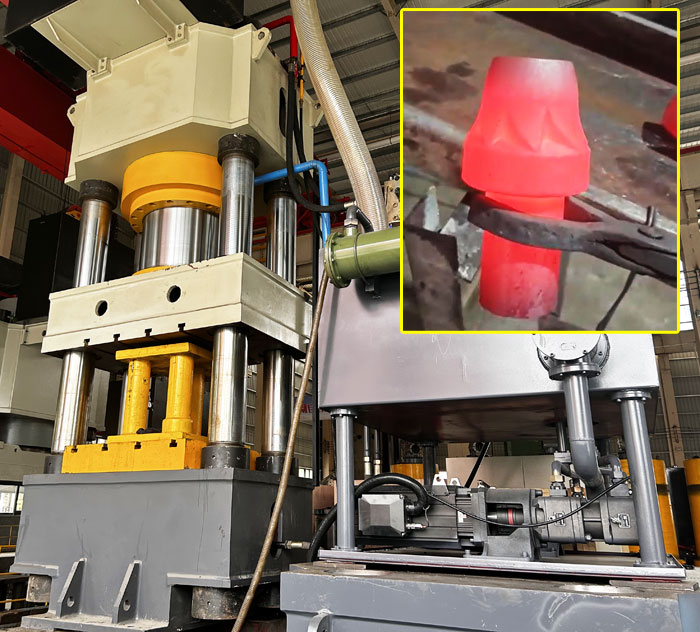
挖掘机履带链轨轴套管坯按尺寸下料(固体芯材挤压则要在下料后将橡胶芯棒装入管坯)→管坯放入下凹模内→上压头带动上模下行,合模并压紧→左、右压头带动左、右挤压杆同步向中心挤压(液体芯材挤压此时需充入超高压胀形液)→左、右压头带动挤压杆挤压到设定位置→左、右压头退回→上压头带动上模退回→取出成品(固体芯材挤压此时取出橡胶芯棒)→机加工切除余料。
800吨框架三向锻造液压机主要的设计方案:
1、针对三向模锻工艺对设备的特殊要求,精度要求高和载荷集中等,以及对生产工艺的详细研究分析。优化设计,充分利用各种内外部技术资源,实现了800吨框架三向锻造液压机(轴套多向模锻机)的高精度和高效率。
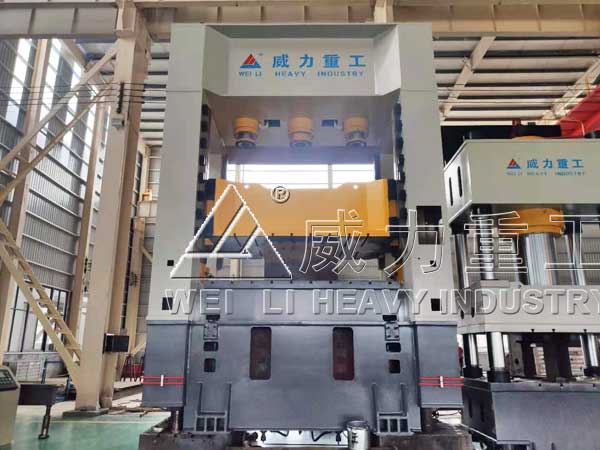
2、800吨框架三向锻造液压机(轴套多向模锻机)机身框架采用整体框架机身,机身结构件为钢板焊接箱型结构,采用有限元进行应力和变形的分析、优化,焊后采用退火彻底消除焊接应力,保证了机身的强度和刚度。
3、根据三向模锻成形的特点:零件尺寸相对公称力较小,应力较为集中,左、右侧挤压采用单缸加压的形式,有效地适应应力集中的使用工况,吨位大、行程短,左、右挤压缸增长导套,采用活塞杆导向;上压头合模应力相对集中,采用单缸加压的形式,配合对角行程检测装置控制两个缸的行程,保证上压头对工作台的平行度。
4、根据三向模锻工艺过程的分析结果,左、右压头的压制同步控制采用比例伺服系统加高精度位移传感器的闭环控制系统,保证左、右压头的运动同步,同步精度在±1mm以内。
5、800吨框架三向锻造液压机(轴套多向模锻机)的上压头和左、右压头的压力控制采用比例调压,压力调整范围为公称压力的10%~100%,压力控制精度高。
6、800吨框架三向锻造液压机(轴套多向模锻机)滑块本体采用单体厚钢板结构,保证上压力均匀传递至整个上模面,使合模力均匀分布。滑块不设导向结构,由高精度对角行程检测装置和比例伺服系统组成闭环控制系统,保证滑块运动过程中对工作台的平行度。


挖掘机履带链轨轴套多向锻造工艺流程:
1、首先,需要准备合适的原料。这些原料可以是金属坯料,如锻钢、铝合金等。根据所需的零件形状和尺寸,选择合适的原料进行准备。
2、接下来,进行模具设计。模具是多向锻造的关键部分,它决定了最终产品的形状和尺寸。模具设计需要考虑多向锻造的要求,如材料的流动性、变形性等。
3、在进行锻造之前,需要对原料进行预热。预热可以提高金属的可塑性,使其更容易变形。预热温度通常根据原料的材质和尺寸来确定。
4、然后,进行锻造操作。锻造是将原料置于模具中,施加压力使其发生塑性变形的过程。锻造过程中需要控制温度、压力和速度等参数,以确保零件的质量。
5、锻造完成后,需要对零件进行冷却。冷却可以保持零件的形状和尺寸稳定,并增强其机械性能。冷却方法可以是自然冷却或水冷却等。
6最后,进行后处理。后处理包括修整、退火和表面处理等工序。修整是将零件与模具分离,退火可以消除锻造过程中产生的应力和变形,表面处理可以提高零件的表面质量
锻造过程中的注意事项:
1、温度控制:轴套锻造的温度要求严格控制,过高或过低都会影响锻造质量和材料性能。
2、压力控制:800吨框架三向锻造液压机(轴套多向模锻机)锻造过程中,要根据材料的性质和轴套的形状要求,合理控制锻造压力和速度,以避免材料的拉伸过量或收缩过大。
3、模具使用:模具的使用寿命受到很大限制,因此需要定期检查、维护和更换,以确保锻造的成功率和品质。


上一篇:上一篇:1000吨多向锻造液压机(挖机斗齿、三通管件)
下一篇:下一篇:1600吨锻造液压机-法兰热锻成型液压机
相关产品: