







- 产品名称:2000吨复合材料滤芯板成型液压机-压滤机滤板模压
- 推荐度:

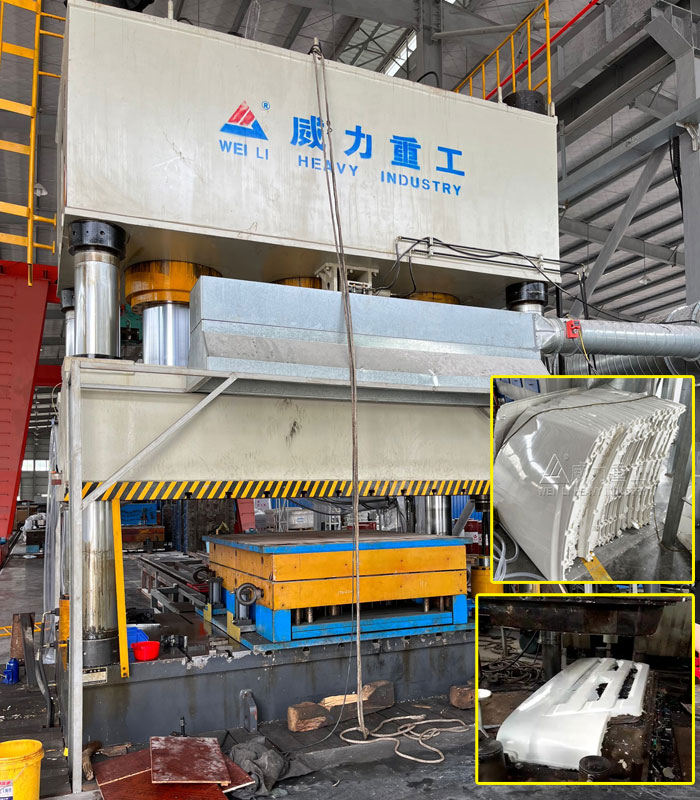
复合材料滤芯板也称聚丙烯滤板、隔膜滤板、压滤机滤板等,复合材料滤芯板模压成型设备与其他复合材料制品成型工艺差不多,主要设备包括一定规格吨位尺寸的液压机与配套模具。。根据滤芯板的规格,通常使用2000吨、2500吨、3000吨、3600吨四柱液压机。公司几种吨位的压机均可根据其所需的工作台面、行程、开口按需设计定做。采购了解该设备可直接来公司上商谈或电话咨询张经理:18306370898(可加微信)
复合材料滤芯板成型液压机-2000吨压滤机滤板模压液压机技术参数(仅供参考)
|
序号 |
项目 |
单位 |
项目 |
|
|
1 |
主缸公称力 |
KN |
20000 |
|
|
2 |
开口高度 |
mm |
1400 |
|
|
3 |
滑块行程 |
mm |
1000 |
|
|
4 |
工作台面积 |
左右 |
mm |
2500 |
|
前后 |
mm |
1500 |
||
|
5 |
滑块速度 |
快下 |
mm/s |
120 |
|
压制 |
mm/s |
5-10 |
||
|
回程 |
mm/s |
100 |
||
|
6 |
电机功率 |
KW |
48*2 |
|
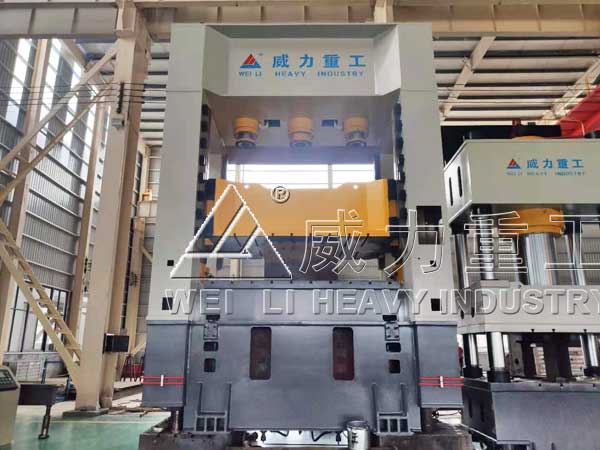
复合材料滤芯板成型液压机-2000吨压滤机滤板模压液压机设备车间生产加工中:
2000吨复合滤芯板模压成型液压机加工生产中

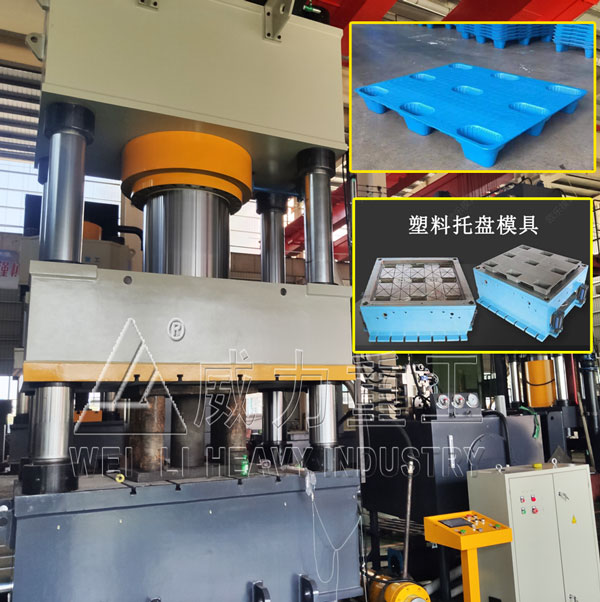
2000吨压滤机滤板模压液压机
2000吨四柱液压机模压聚丙烯过滤板需要对原材料的干燥与配混,基础造粒,过滤板模压时的预热、保压、固化、脱模及后处理等工艺。
压滤机的滤板材料用分子量在150万至350万的超高分子量聚乙烯树脂,并加入各种常用的助剂、抗氧化剂、交联剂混合经模压成型。将上述各种粉料混合直接放入模腔,先经冷压。再烧结热压,然后保持压力,冷却后脱模,即成所需滤板。保持压力在15至25MPa,保持压力时间为4至5小时。滤板一次压制成型,稍加修整,即可使用,不需进行机械切削加工。加工制造工艺简便,成本低,使用性能可靠。模压成型的滤板可在陶瓷工业、化学工业、轻工业、食品工业等压滤机上使用。
液压机结构组成:
复合材料滤芯板成型液压机-2000吨压滤机滤板模压液压机为立式结构液压机,钢性好,由机身、主缸、行程限位装置通过管路及控制电器系统连接起来构成一个整体,整机部分介绍如下:
1、机身
复合材料滤芯板成型液压机-2000吨压滤机滤板模压液压机机身上横梁,活动横梁及下横梁用四根立柱连接起来,通过螺母固紧而组成一个封闭的钢性框架结构承受工作时的作用力。动梁和主缸活塞杆连接,以立柱为倒向上下移动。动梁的滑动部位设有加油孔,定时加油,以便润滑运动部位。动梁下平面和下横梁上平面开有T型槽,供安装模具用。
2、行程限位装置
行程限位装置由导向板和行程开关组成。分别分为上限位开关,快速转慢速开关和下限位开关,共三个为一组。调节不同的开关位置,即可改变活动横梁在上、下端的停止位置以及快速转慢速的转换位置。调好后,应将锁紧螺母锁紧。在定压成型中,下开关只能做下端极限位置的控制(起保护作用),不能作压制行程的控制;在定程成型中,开关由时间继电器控制,起到超压保护作用。
3、管路系统包括油箱、泵、阀及管路等,是本机器的动力部分。
4、复合材料滤芯板成型液压机-2000吨压滤机滤板模压液压机液压系统动作说明:液压系统由能量转换装置(泵、油缸)能量调节装置(阀)和能量传输装置(油箱、管路)等组成。借助电器系统的控制,驱动活动横梁运动,完成各种工艺动作循环。

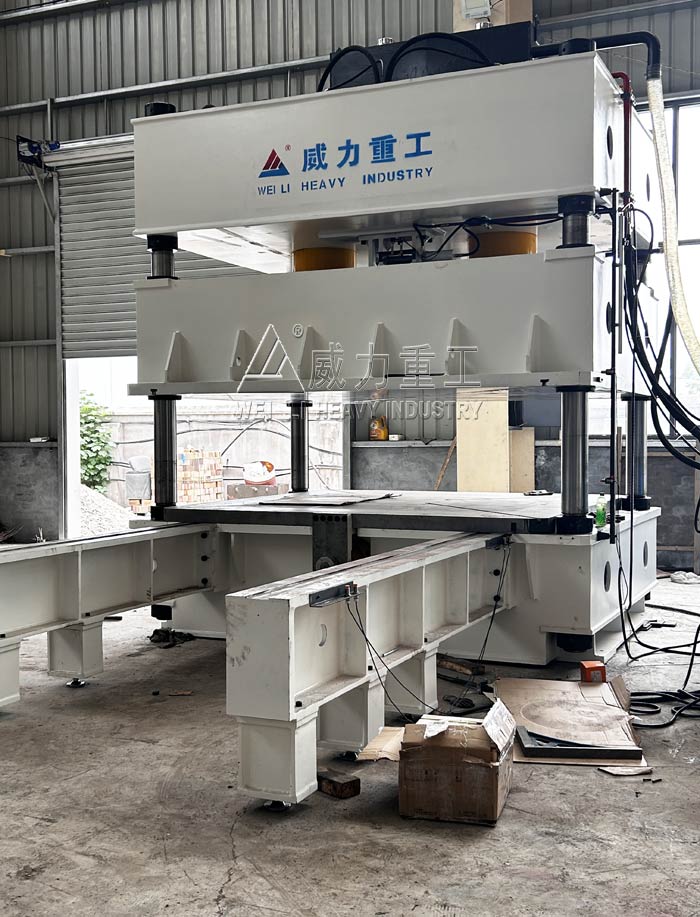
2000吨四柱液压机客户安装现场

一次整体成型复合滤芯板
聚丙烯隔膜滤板一次热压成型
维修保养:
①、复合材料滤芯板成型液压机-2000吨压滤机滤板模压液压机用油必须经严格过滤才可注入油箱,其油位不能低于油标指示处。
②、油箱每半年清洗并更换新油一次,第一次更换油时间不应超过三个月,其油液可重新过滤后再用一次。
③、活动横梁导套与立柱应定期注油进行润滑。
④、推荐使用N46号抗磨液压油或N46号低凝液压油。
⑤、每半年应检查压力表一次。
⑥、机器长期停用时,应将各外漏加工表面擦干净并涂防锈油。
安全操作规程:
①、不了解机器结构性能和操作规程者不应擅自开动机器。
②、发现机器有严重漏油或工作中发生不正常现象(动作不可靠、噪音大、有振动等)应立即停车检查分析原因,并排除故障不得强调理由,使机器带病运转。
④、严禁超载与偏载使用。
⑤、严禁油缸超程超压使用。
上一篇:上一篇:新能源电池壳模压液压机-500吨复合材料液压机
下一篇:下一篇:玻璃钢养殖保温罩液压机-500吨四柱模压成型机
相关产品: