



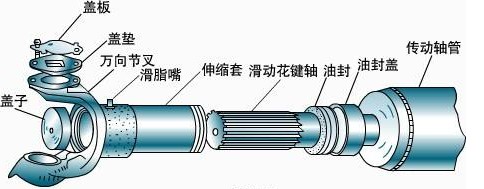
传动轴是位于汽车变速箱与驱动桥之间传递动力的部件。包括叉头、叉杆,叉头的尾部呈圆柱体型,叉头的尾部设有突出的圆柱凸台,叉杆呈圆筒型,叉杆一端与圆柱凸台紧固连接,叉杆圆周上设有与叉杆同轴向的花键,叉头、圆柱凸台、叉杆的内外圆筒同轴;
传动轴叉
生产制造传动轴叉选用哪种机器设备呢?需要根据传动轴叉的生产制造工艺来选择,传动轴叉多选用锻造成型工艺,选用高效、节能、环保的传动轴叉锻造液压机,配合模具,多向锻造而成。传动轴叉多向锻造液压机有很多种结构,常见有四柱式、框架式,选用哪种吨位、结构合适呢?

传动轴叉圆钢下料
传动轴节叉轴锻造工艺步骤:
1、切割下料:将圆形棒料进行切割下料成所需尺寸;
2、退火:将切好的棒料放入箱式退火炉加热至800度,然后保温2小时后,随箱式退火炉冷却至550度时出炉,然后空冷冷却至室温;
3、抛丸:将产品放入抛丸机,选用80号钢砂,抛丸15-20分钟,去掉表面的氧化层及少量的毛刺;
4、磷皂化处理:
(1)、首先将抛丸后的工件水洗后放入55-75摄氏度的磷化液中磷化30-40分钟;
(2)、将磷化好的工件水先干净后放入皂化池中于65-75摄氏度皂化处理10-25分钟;
6、修整:切掉毛坯节叉(两耳朵)上的多余材料后,冲切形成圆弧;然后对节叉去毛刺,再依次对花键部份车加工,打中心孔和铣装配槽;
7、热处理加工:采用多用炉淬火,将修整后的工件加热到840-900摄氏度渗碳保温5-10小时;然后油冷冷却至70-100度后,回火至150-240摄氏度,保温1.5-2.5小时,然后出炉;
8、喷砂:对工件表面进行喷砂处理,选用0.1mm的钢丸,在高压喷砂机下均匀喷涂30-60秒钟,然后将工件取下,即可;
9、防锈处理:对喷砂过后工件进行防锈处理;
10、磨耳孔:对防锈处理后的工件节叉部分进行磨耳孔处理,得成品。
11、检测和包装:对成品进行硬度、表面粗糙度、裂痕、隐形裂痕、尺寸、扭力测试、疲劳测试,将合格品包装入库,即可。

1000吨框架式多向锻造液压机
传动轴叉多向锻造液压机常用有500吨、630吨、800吨、1000吨等。我们山东威力重工设计生产有800吨传动轴叉多向锻造液压机、1000吨传动轴叉多向锻造液压机,采用框架式结构,刚性好、精度高、抗偏载能力强。机架设计经由有限元素分析,具有高刚性、高精度。四角八面直角导轨、精度高,刚性好,并采用液压预紧。液压系统采用二通插装集成阀;整个系统工作稳定、可靠,使用寿命长,泄露少,故障点少。电器系统采用“PCL”可编程序控制器控制;并可配置行程数显、光电保护装置及移动工作台(方便更换模具)。

传动轴锻造液压机

锻造成型传动轴叉

传动轴叉
传动轴锻造液压机
传动轴叉多向锻造液压机多向模锻的合模采用4缸对称均布,主穿孔缸位于4合模缸的中心,全部为缸底支撑;两水平缸为拉杆缸底支撑,除此之外,为实现一机多用的目的,主穿孔缸活塞设计制造为空心活塞,当作为挤压液压机时,活塞孔即为挤压产品的出料孔,下横梁设有多向模锻的顶出缸,此缸还是挤压时的芯棒驱动缸。
锻造成型传动轴叉
传动轴叉多向锻造液压机的优点:
⑴左右水平缸载荷平衡于下梁,传动轴叉多向锻造液压机立柱不承载,变形小;
⑵结构简单,制造难度小;
⑶锻造操作空间大,方便安装辅助设备。
传动轴叉
上一篇:上一篇:630吨蛭石耐火板液压机压制效果,避免踩坑
下一篇:下一篇:500吨800吨1000四柱金属拉伸液压机特点与操作

